-

上海伊誊实业有限责任公司
主营:伊藤柴油电焊机,伊藤水泵

上海伊誊实业有限责任公司
主营:伊藤柴油电焊机,伊藤水泵 8
8
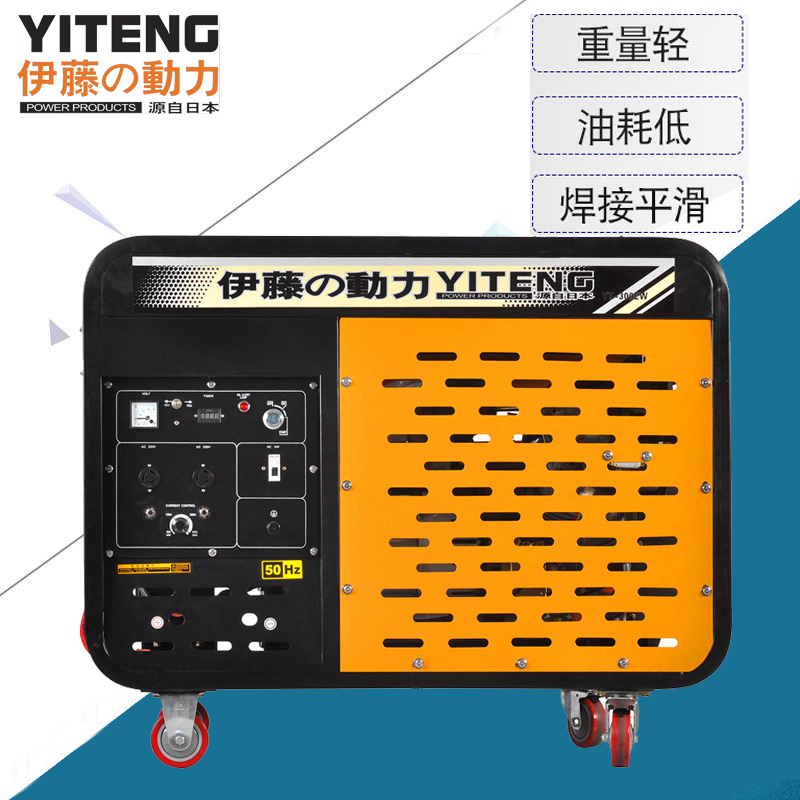
YT300EW北京发电电焊机
氩弧焊机按照电极的不同分为熔化较氩弧焊机和非熔化较氩弧焊机两种。
非熔化较氩弧焊
非熔化较氩弧焊是电弧在非熔化较(通常是钨极)和工件之间燃烧,在焊接电弧周围流过一种不和金属起化学反应的惰性气体(常用氩气),形成一个保护气罩,使钨极端头,电弧和熔池及已处于高温的金属不与空气接触,能防止氧化和吸收有害气体。从而形成致密的焊接接头,其力学性能非常好。
熔化较氩弧焊
焊丝通过丝轮送进,导电嘴导电,在母材与焊丝之间产生电弧,使焊丝和母材熔化,并用惰性气体氩气保护电弧和熔融金属来进行焊接的。它和钨极氩弧焊的区别:一个是焊丝作电极,并被不断熔化填入熔池,冷凝后形成焊缝;另一个是采用保护气体,随着熔化较氩弧焊的技术应用,保护气体已由单一的氩气发展出多种混合气体的广泛应用,如Ar 80%+CO220%的富氩保护气。通常前者称为MIG,后者称为MAG。从其操作方式看,目前应用广的是半自动熔化较氩弧焊和富氩混合气保护焊,其次是自动熔化较氩弧焊。
| 300A柴油发电焊机 | |
| 产品型号 | YT300EW |
| 额定频率(Hz) | 50/60 |
| 额定功率(KW) | 3 |
| 额定电压 | 230/240 |
| 额定电流 | 13/12.5A |
| 相数 | 单相 |
| 功率因素(cosΦ) | 1 |
| 空载焊接电压 | 45-60V |
| 额定焊接直流电源 | 280A |
| 焊接电压 | 28-32V |
| 焊接负载 | 0.6 |
| 焊接电流调节范围 | 55-300A |
| 电极(焊条) | 2.0-6.0mm |
| 额定转数(r/min) | 3000/3600 |
| 励磁方式 | 自励恒压(AVR) |
| 整流方式 | IG8T+三相整流桥 |
| 绝缘级 | F |
| 发动机型号 | HP292FE |
| 发动机型式 | V型、双缸、四冲程、风冷 |
| 排量(ml) | 875 |
| 燃油箱容量(L) | 25 |
| 外形尺寸(长×宽×高)(mm) | 870×630×800 |
| 净重(kg) | 239 |
| 启动方式 | 电启动 |
| 柴油机功率(P) | 21 |